Moulding sand properties and its classification:
The moulding is a process of making a cavity or mould out of sand by means of a pattern. The molten metal is poured into the moulds to produce casting.
Properties of moulding sand
1: porosity or permeability
It is the property of sand which permits the steam and other gases to pass through the sand mould. The porosity of sand depends upon its grain size, grain shape, moisture and clay components are the moulding sand. If the sand is too fine, the porosity will be low.
2: Plasticity
It is that property of sand due to which it flows to all portions of the moulding box or flask. The sand must have sufficient plasticity to produce a good mould.
3: Adhesiveness
It is that properties of sand due to it adheres or cling to the sides of the moulding box.
4: Cohesiveness
It is the property of sand due to which the sand grains stick together during ramming. It is defined as the strength of the moulding sand.
5: Refractoriness
The property which enables it to resist high temperature of the molten metal without breaking down o r fusing.
Classification of Moulding sand according to their use:
1: Green sand
The sand in its natural or moist state is called green sand. It is also called tempered sand. It is a mixture of sand with 20 to 30 percent clay, having total amount of water from 6 to 10 percent. The mould prepared with this sand is called green sand mould, which is used for small size casting of ferrous and non-ferrous metals.
2: Dry Sand
The green sand moulds when baked or dried before pouring the molten metal are called dry sand moulds. The sand of this condition is called dry sand. The dry sand moulds have greater strength, rigidity and thermal stability. These moulds used for large and heavy casting.
3: Loam Sand
A mixture of 50 percent sand grains and 50 percent clay is called loam sand. It is used for loam moulds of large grey iron casting.
4: Facing Sand
A sand which is used before pouring the molten metal, on the surface is called facing sand. It is specially prepared sand from silica sand and clay.
5: Backing or Floor Sand
A sand used to back up the facing sand and not used next to the pattern is called backing sand. The sand which have been repeatedly used may be employed for this purpose. It is also known as black sand due to its colour.
6: System Sand
A sand employed in mechanical sand preparation and handling system is called system sand. This sand has high strength, permeability and refractoriness.
7: Parting Sand
A sand employed on the faces of the pattern before the moulding is called parting sand. The parting sand consists of dried silica sand, sea sand or burnt sand.
8: Core Sand
The cores are defined as sand bodies used to form the hollow portions or cavities of desired shape and size in the casting. Thus the sand used for making these cores is called core sand. It is sometimes called oil sand. It is the silica sand mixed with linseed oil or any other oil as binder.
Shell moulding ;
It is a process in which the sand is mixed with a thermo setting resin is allowed to come into contact a heated metallic pattern plate ‘so that a them and strong shell of mould is formed around the pattern’ then she is removed the pattern and the cope and drag are remove together and kept in a flask with the necessary back up material and the molten metal is pored into the mould.
Generally dry and fin sand which is completely free of the clay is used for preparing the shell mould in are the phenol formaldehyde rising combined with sand they hare very high strength and resistance through heat.
Steps Involve;
Step 1;
A metal pattern having the profile of the required casting is heated to 180°-260°c in an own maintained at 300°-400°c pattern after being heated is taken out of the own and sprayed with a solution of a lubricating agent containing silicon. It is necessary to prevent the shell from sticking to the metal pattern.


Step 2:
Metal pattern(made up of iron or steel )is then turned faced down and clamped over the open end of the dump box.

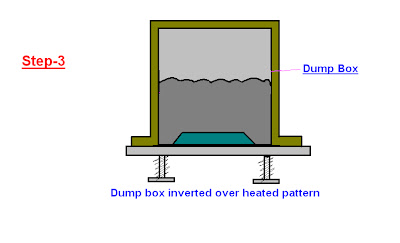
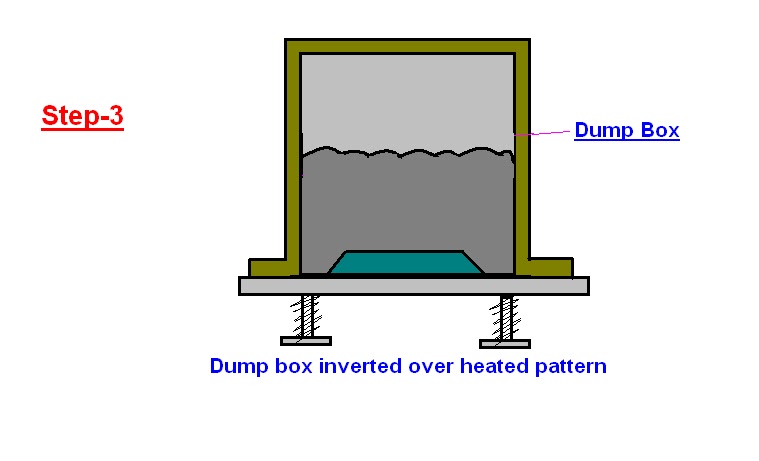
Step 3:
the dump box is inverted so that dry sand raisin mixture falls on the face of hot metal pattern . the raisin the raisin softens and fuses to form a soft and uniform sand mixture in contact with the pattern gets heat up .the rasinsoftens and fuses to form a soft and uniform shell of about 6mm thickness on the surface of pattern.

Step 4;
As the dump box is turned to its original position. Excess sand resin mixture falls beak into the dump box leaving a shell adhering closely to the pattern
Step 5;
The shell is then stripped from the pattern plate with the help of ejector pins which are an integral part of the metal pattern


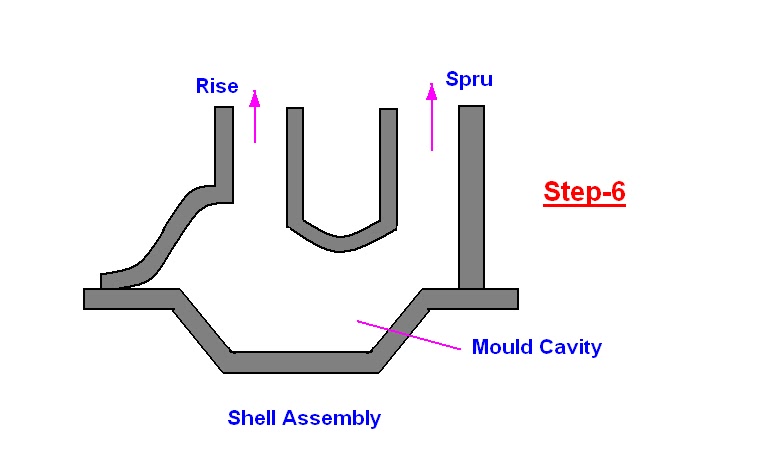
Step 6;
After the shells so obtained have cooled. Two meeting shell are securely fastened together to from a complete mould.

I was looking at some of your posts on this website and I conceive this web site is really instructive! Keep putting up..
ReplyDeletesablage de plancher
Thanks for the nice blog. It was very useful for me. I'm happy I found this blog. Thank you for sharing with us,I too always learn something new from your post.
ReplyDeletesablage de plancher